
















fajsdfjash ddsa dsa as sa sad sda sadfjsadjfl jsadjk fjasdlkfjaskdfdklsaj klf
jsadj
asjdklj falsdjf
jaklj
Products
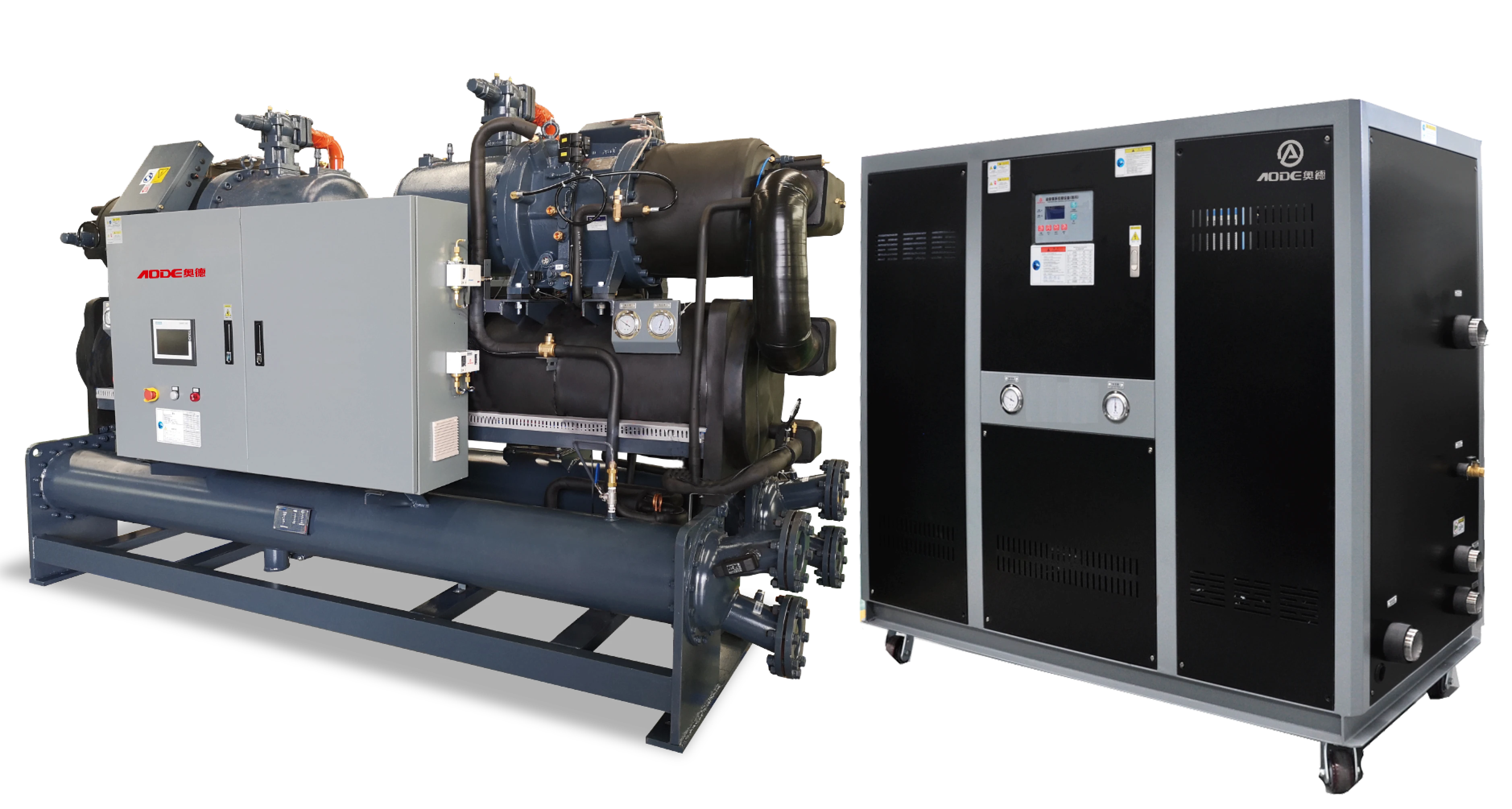
3500T New Energy Motor Housing Mold Temperature and Jet cooling
17 June 2026
Author:
share:


1.New Energy Motor Housings Have Higher Requirements for Die-Casting Temperature Control
In a production project of a certain new energy motor housing casting on a 3500T die-casting island, due to the complex structure and large wall-thickness differences of the new energy motor housing, the requirements for the uniformity and dynamic stability of the mold temperature field are extremely high.
This product adopts aluminum alloy die casting, and the core process window is extremely narrowed: the temperature control requirements are strict, the mold temperature usually needs to be controlled between 190–230℃, with the optimal range being 200±5℃; the aluminum melt temperature is generally between 650–680℃, and needs to be fine-tuned according to the mold temperature status. If the mold temperature control is unstable, local overheating may cause problems such as mold sticking, shrinkage porosity, pores or leakage; local overcooling can easily lead to defects such as cold shut and insufficient filling.

At the same time, because the motor housing has local hot spots and wall-thickness differences, if the temperature difference between the moving mold, fixed mold and local areas is too large, it may also bring the risk of warping deformation. Slow cooling in hot-spot areas will also affect the internal structure density and forming stability.
2.Zone Temperature Control of Mold Temperature Controllers and Coordinated Control of 120-Channel Jet Cooling
AODE configured 4 dual-circuit mold temperature controllers and one set of 120-channel jet cooler for this 3500T die-casting island project, forming an integrated solution of “high-precision mold temperature control + intelligent jet cooling”.
In the mold temperature control part, each mold temperature controller supports dual independent outputs, and four units work together to cover multiple key thermal areas of the mold. Through differentiated configuration of oil temperature (150–220℃) and water temperature (80–120℃), different positions are maintained within the preset optimal mold temperature range, greatly reducing the temperature difference between the moving and fixed molds and between regions, and suppressing the risk of warping deformation from the source.
In the local hot-node control part, the 120-channel jet cooler is used for targeted cooling of hot-spot areas. During the jet cooling process, staged timing control is adopted: first, 2–5 seconds of high-intensity local cooling is carried out, then switched to 8–15 seconds of circulating water to maintain balanced heat dissipation, and finally 1–2 seconds of air blowing is used to drain the water channel, avoiding accumulated water from interfering with the next cycle. This timing control can precisely match the die-casting cycle, enabling the solidification speed of the hot-spot area to synchronize with the surrounding structure, and significantly improving internal density.

3.Temperature Control Optimization for Five Common Die-Casting Problems
| Defect Type | Main Cause | AODE Solution Approach |
| Mold sticking | Gate or cavity temperature too high | Lower local mold temperature, strengthen Jet cooling |
| Cold shut / insufficient filling | Mold temperature too low | Increase mold temperature, reduce cooling intensity |
| Shrinkage porosity / shrinkage cavity | Slow cooling in hot-spot areas | jet cooling, strengthen cooling, optimize overflow |
| Warping / deformation | Large temperature difference between moving and fixed molds or local areas | Zone temperature control, balance temperature difference between moving and fixed molds |
| Pores / leakage | Large mold temperature fluctuation, unstable exhaust | Stabilize mold temperature, cooperate with vacuum and exhaust optimization |
4.Summary
For aluminum alloy die castings such as new energy motor housings with complex structures, large wall-thickness differences and narrow temperature windows, single temperature control or ordinary cooling methods are often difficult to meet stable production needs. AODE can customize integrated mold temperature control and jet cooling solutions for customers according to product structure, mold temperature zones, hot-spot distribution and die-casting cycle, helping die-casting enterprises improve production stability and product yield.
As a leading enterprise in the domestic industrial temperature control field, AODE has currently formed a temperature control equipment matrix covering high-temperature, medium-temperature and low-temperature full scenarios, widely applied in high-demand scenarios such as large integrated die casting, structural part die casting and complex thin-wall part forming, and can serve various temperature control scenarios from small die-casting units to ultra-large integrated die casting above 16000T.
 Back to List
Back to List
Table of Contents
×
CONTACT US
Cookie Policy
We use cookies and other tracking technologies online. Please read our Cookie Policy, which is part of this Cookie Policy , and is incorporated herein by reference.
loading...
