

















fajsdfjash ddsa dsa as sa sad sda sadfjsadjfl jsadjk fjasdlkfjaskdfdklsaj klf
jsadj
asjdklj falsdjf
jaklj
Products
Reliable Solution for Petrochemical VOCs Condensation Recovery with Outlet Concentration < 0.3 gm³
27 June 2026
Author:
share:


With the continued advancement of China's "Dual Carbon" strategy and the strict enforcement of the Air Pollution Prevention and Control Law, VOCs (volatile organic compounds) emission control has become a critical requirement for the petrochemical industry's green transformation. As a key segment in oil storage and transportation, petrochemical tank farms are facing a "triple challenge" of environmental compliance, operational safety, and cost control.
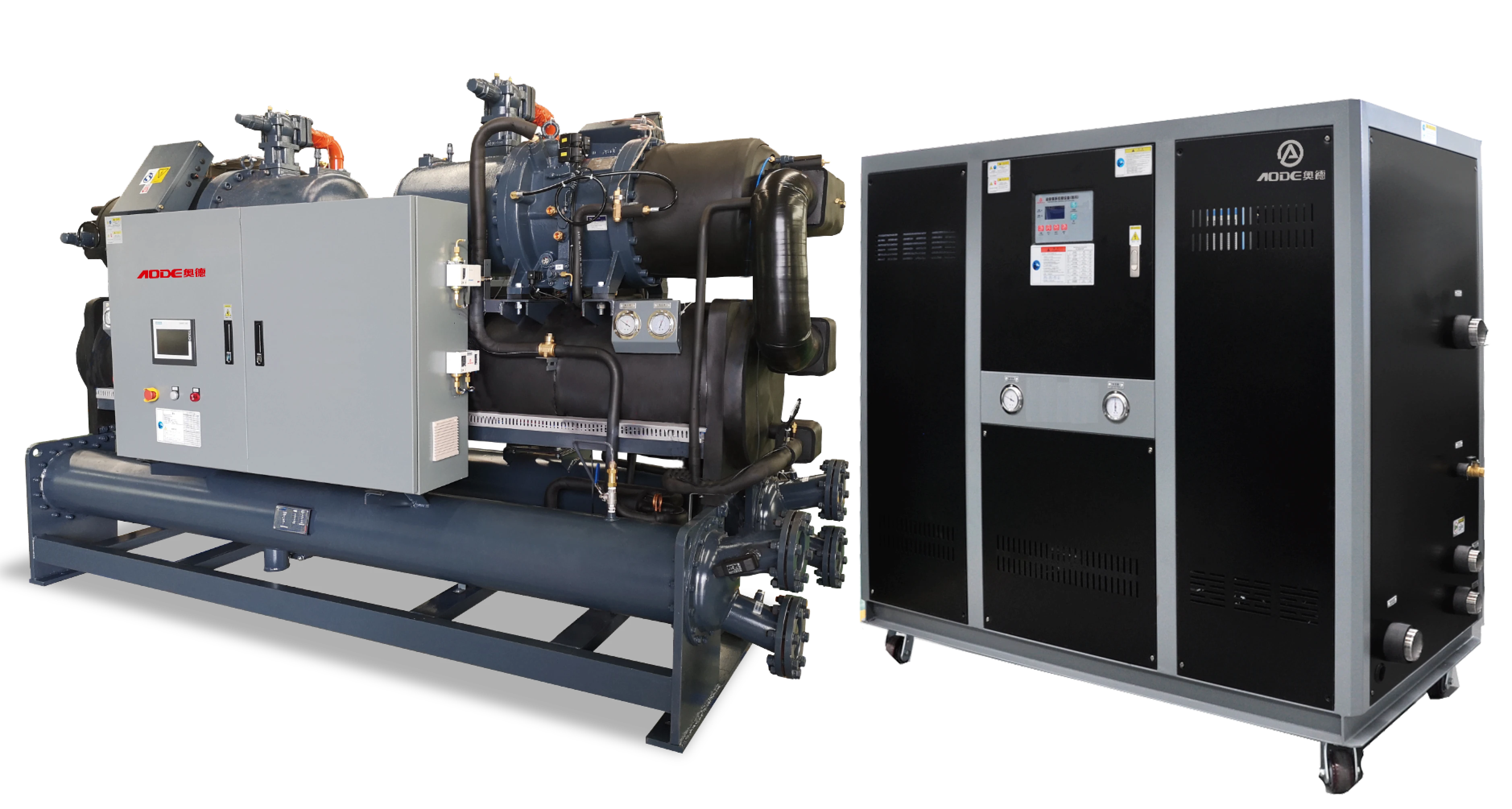
The customized air-cooled explosion-proof chiller developed by AODE is specifically designed for VOCs condensation and recovery applications in petrochemical storage facilities. It integrates high-precision temperature control, explosion-proof safety design, and energy-efficient performance into a single solution.

| Item | Specification |
| Unit Type | Air-cooled chiller |
| Heat Transfer Medium | Ethylene glycol solution |
| Temperature Control Range | -5°C ~ 5°C |
| Cooling Capacity | 160 kW |
| Explosion-proof Rating | Ex d IIB T4 or Ex d IIC T4 (optional) |
| Eco-friendly Refrigerant | R410A |
| Application | Waste gas condensation recovery |
High-Efficiency Cooling System Enabling Near-Zero Emissions in Tank Farm Vapor Recovery
By adopting advanced design concepts and manufacturing processes, the system is engineered to ensure long-term stable and reliable operation while significantly reducing the overall lifecycle operating cost of the chiller, maximizing both economic and environmental benefits.
1. Compressor: Equipped with imported high-quality brand compressors to ensure stable and continuous operation over long periods.
2. Eco-friendly Refrigerant: Uses R410A refrigerant, balancing high cooling efficiency with environmental compliance.
3. High-Efficiency Heat Exchange: Features high-performance evaporators and condensers to improve energy efficiency, reduce operating costs, and ensure reliable performance.
Most importantly, its strong condensation capacity enables the outlet concentration of vapor recovery systems in tank farms to be reduced to below 0.3 g/m³ on average, far lower than the national emission standard of 25 g/m³. This achieves a leading domestic performance level and allows oil tank vapor recovery systems to reach near-zero emission status.
Air-Cooled Heat Dissipation + High-Efficiency Cooling — Saving Water, Energy, and Space
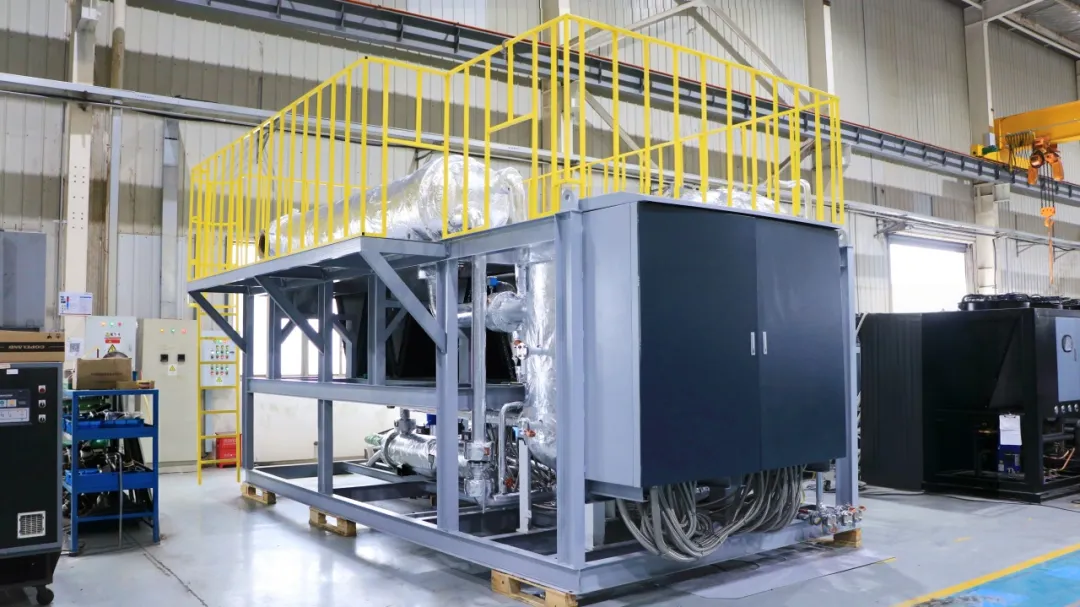
The unit adopts an air-cooled heat dissipation system, eliminating the need for a cooling tower. This allows for flexible installation and significant water savings, making it especially suitable for water-scarce regions or retrofit projects with limited site space.
In addition, the integrated design greatly shortens on-site installation time, reduces construction complexity, and makes future maintenance and overall relocation more convenient.
Beyond Equipment: Intelligent Temperature Control for "Visible and Controllable" Management
For equipment operators and facility managers, post-commissioning operation and maintenance are just as critical as system performance. AODE has made significant efforts in this area to enhance smart operational management:
1. Remote Monitoring: Supports RS485 communication protocol and can be integrated with the user's DCS control system for remote data exchange, monitoring, and control. Operators can view real-time equipment status directly from the central control room.
2. Self-Diagnosis Function: The system is equipped with intelligent fault self-diagnosis, enabling rapid identification of issues and prompt response measures—reducing troubleshooting time and minimizing downtime losses.
3. Comprehensive Safety Protection: Includes overload protection, phase sequence and phase loss protection, high/low pressure protection, low liquid level protection, and anti-freeze protection, ensuring multi-layer operational safety and more reliable system performance.
Conclusion
The successful application of AODE explosion-proof air-cooled chiller in this petrochemical tank farm fully demonstrates its comprehensive advantages in safety, explosion protection, high efficiency, energy saving, and ultra-low emissions. It provides a complete solution addressing the core concerns of environmental protection, operational safety, and cost control.
1. Environmental concern → Ultra-low emissions of 0.3 g/m³, far exceeding national standards and meeting future regulatory upgrades with ease.
2. Safety concern → Ex d IIB T4 explosion-proof certification with full-chain safety design for reliable operation in hazardous environments.
3. Cost concern → Air-cooled design saves water and space, high-efficiency cooling reduces energy consumption, and intelligent operation and maintenance lowers labor costs.
Beyond petrochemical applications, the system is also widely used in VOCs emission control across industries such as petrochemicals, synthetic materials, plastics manufacturing, coating and finishing equipment, and packaging and printing industries.
With 22 years of industry expertise, the trust of over 12,000 customers, and full temperature coverage ranging from -120°C to +400°C, AODE leverages its strong technical foundation and extensive customization experience to support the sustainable growth of industrial enterprises.
 Back to List
Back to List
Table of Contents
×
CONTACT US
Cookie Policy
We use cookies and other tracking technologies online. Please read our Cookie Policy, which is part of this Cookie Policy , and is incorporated herein by reference.
loading...